Leaderboard


Popular Content
Showing content with the highest reputation on 10/06/2024 in all areas
-
Pre Hardly Strictly spread in the city.
 4 points
4 points -
Very hard route but I'm happy. Beautiful place, friends.... I had good times in a few hard parts but in the crono (last 5kms) I only did a regular time... I guess that my body isn't to 100%.
4 points
-
Bacon enhanced sausage.
3 points
-
Tartine Bakery selection.
1 point
-
I use it as a K1000 amp.1 point
-
Got some WAGU ground beef at Costco, so... Double bacon cheeseburger.
1 point
-
Been on an "inspired by Kris Kristofferson" kick, so back to 2016 and Sturgill Simpson's A Sailor's Guide to Earth.1 point
-
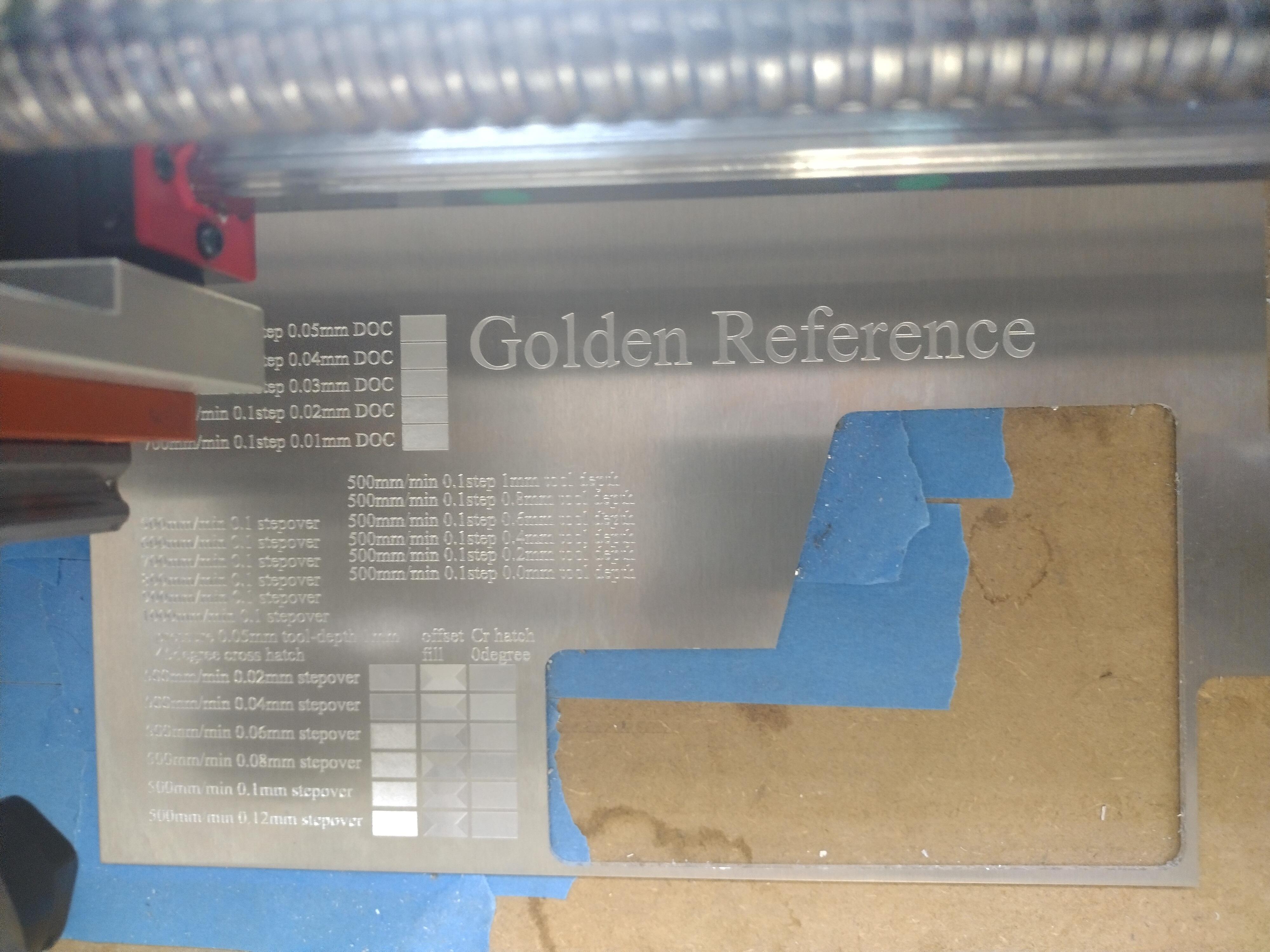
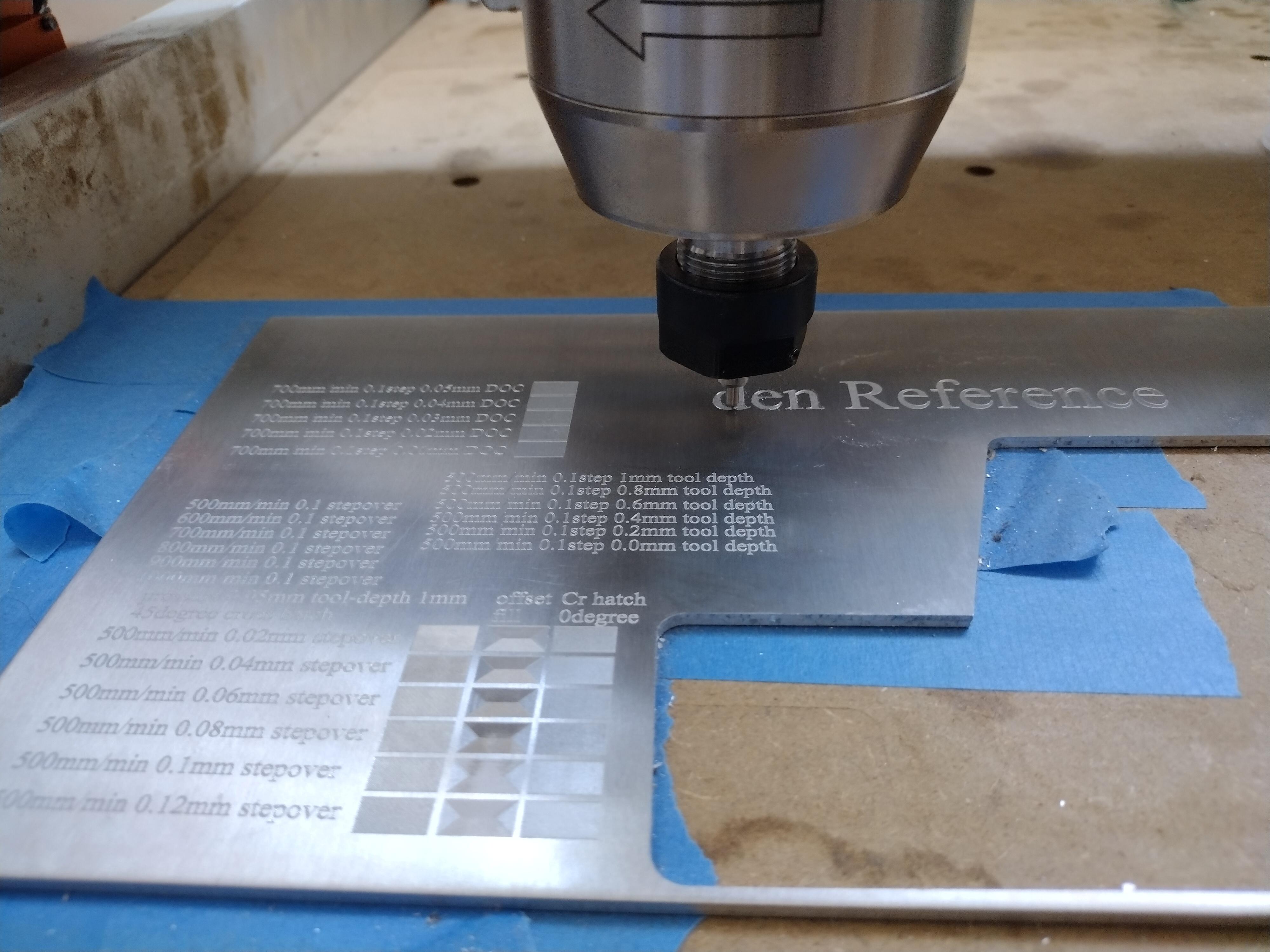
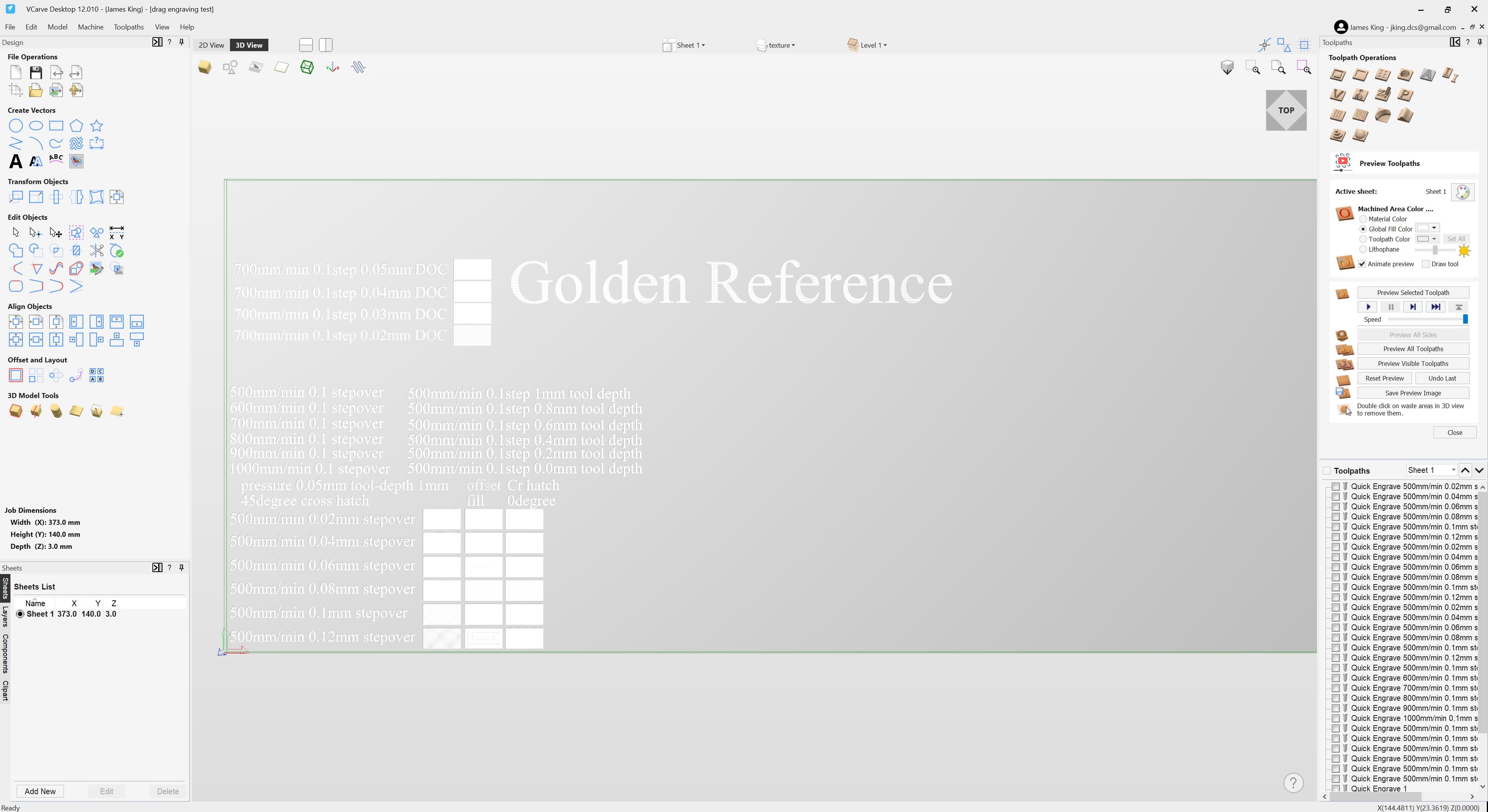
Diamond drag engraving is surprisingly fun and easy. I decided to buy a spring loaded diamond drag engraver and do some experimentation on feeds, cutting depth, stepover etc. I ended up. 90 degree drag bit. tip flat estimated at 0.128mm, 0.1mm step over, fill crosshatch at 0 degree, 700mm/min feed speed. Far better results than using a V bit, much less sensitive to the material not being totally flat and far far faster.
1 point
-
1 point
-
Roast chicken
1 point
-
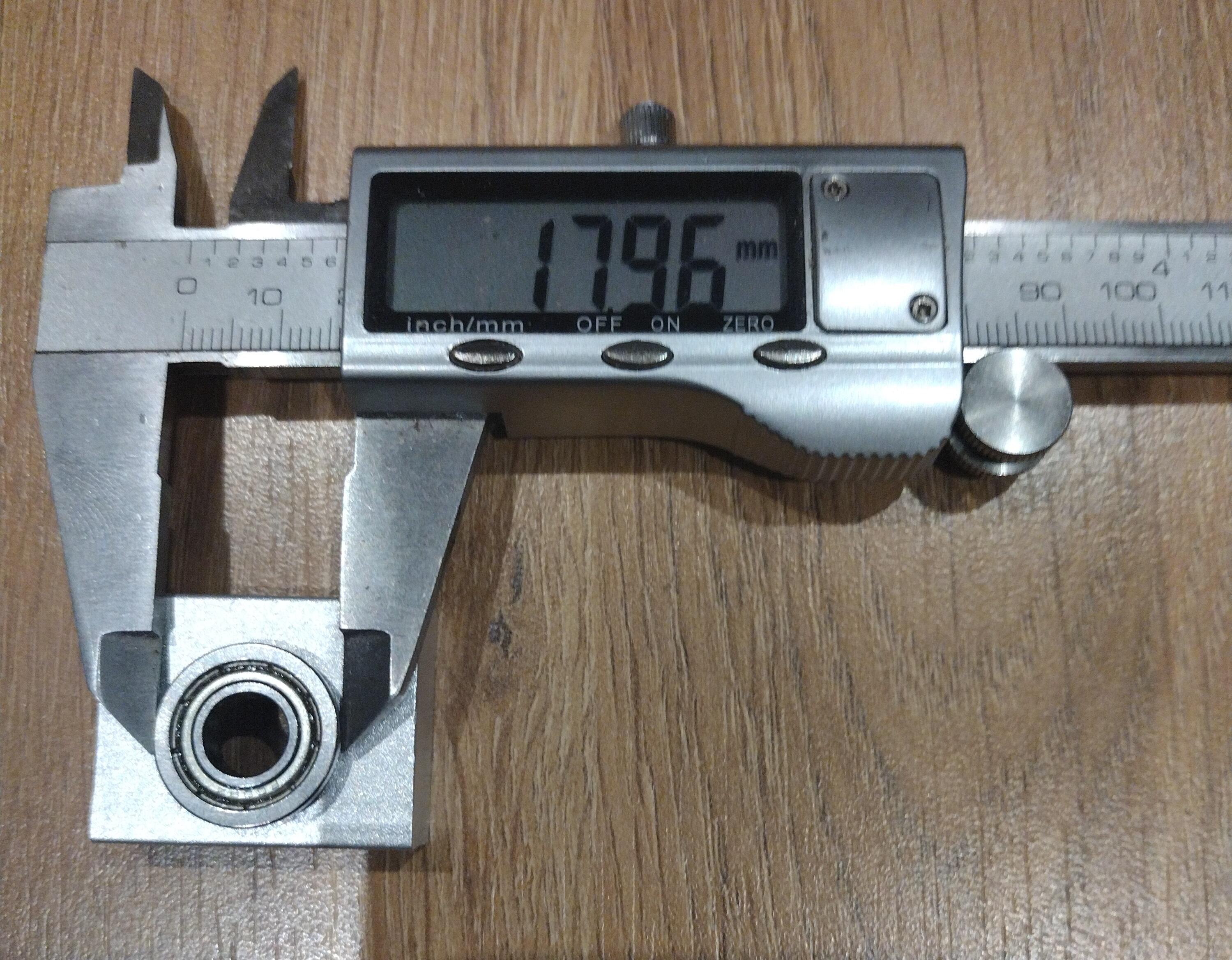
junk z axis. holy crap, I just disassembled the Z axis. The entire spindle weight is held by a 12mm ball screw. On each end of the ball screw is just one f688z bearing - (8mm ID, 17mm OD with a flange 18mm diameter). These tiny bearings have no preload and not designed for axial loads and have axial play. Looks like fox alien are relying on the weight of the spindle alone to push down on the lower bearing and that's the only thing stopping the spindle from dropping. Piece of absolute SHIT! The bearing housing has no recesses, no preload mechanism, no adjustment mechanism, nothing it's just unbelievable. Looks like I'm going to need an entire new Z axis too... Does anyone know if there is a angular contact version of the f688z?? sigh single tooth carbide partial profile (so it will do multiple thread pitches and the tool pressure is a lot less than other threading tools.). It's more versatile and cost effective than buying complete profile thread end mills. With 5 thread mills I have every metric pitch (both fine and course) covered from m3 all the way to m10. https://www.shop-apt.co.uk/single-tooth-thread-mills-dlc-for-aluminium-internal-60/internal-single-tooth-carbide-thread-mill-partial-profile-05-10mm-pitch-dlc-coated-for-aluminium-39mm-head-diameter.html The thread mills don't come with all the necessary parameters (e.g. tooth height, distance from the centre of the tooth to the bottom of the end mill etc.) for the software I use so I had to take multiple measurements with a 0.001mm micrometer and average the results and guestimate other parameters. The threads are m6 I ran 7000rpm, 150mm/min feed, 70mm/min plunge 0.0054mm per tooth chip load, bottom to top cutting a right handed thread. This resulted in the threads being cut in two passes and the chips falling into the bottom of the hole (which I made 1.5mm deeper than needed to hold the chips). To make the thread go all the way through the 10mm mounting plate I found I had to start about 1mm below the bottom of the material, so I painters tapped and superglued a 3mm sacrificial aluminium plate underneath.
1 point
-
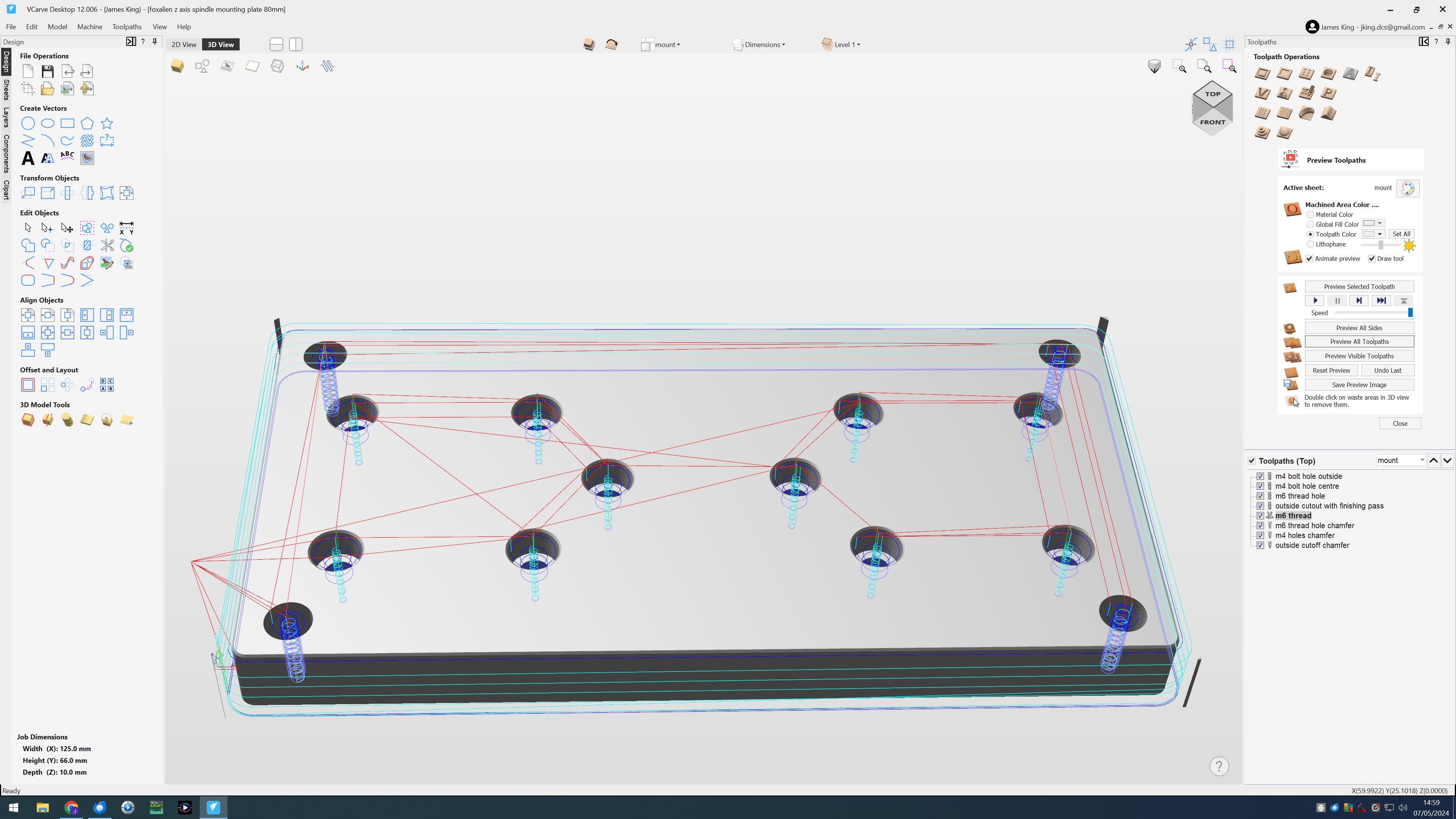
Well, I decided I needed to upgrade my CNC machine (replace almost everything from the original machine I purchased). having already upgraded the controller, spoil board, spoil board mounting and spindle it's time to look at the axes .... First I got myself an 80mm diameter er20 ceramic bearing 2.2KW water cooled spindle with labyrinth seals to replace the cheap 65mm 1.5Kw er 11. To fit the 80mm spindle I had to make a new mounting plate. This included experimenting chamfering and threading. I settled on 0.3mm chamfers at 45 degrees and experimented with thread milling. The result I think is ok: (full discloser I purchased tooling plate so the top and bottom surfaces were already machined flat, but all the other surfaces got machined. I have ordered 4 nema 23 closed loop steppers (3NM - about twice the holding torque of the original open loop steppers the machine came with), which will entail replacing most of the wiring loom, removing the existing open loop motor drivers, removing the motors, some software config of the new closed loop drivers and some changes to the controller wiring. The original divers have no error output pin so the controller has no idea if a stepper has an issue. The new drivers include error output pins so they will need to be connected to the controller. (stock jpeg from the ebay listing, I'm still waiting for delivery) I have also replaced the standard 'deep' groove (6001 series) bearings inside the bk12 bearing housings with angular contact bearings (7001 series) as per this you tube video: I also noticed that all the bearing blocks were attached to the machine with m5 bolts despite the blocks being designed for m6, So I plan to replace those bolts and find a way to make new threads in the machine housings. The nema 23 motors are also designed for m5 bolts but the machine uses m4 (on avery axis except Z), again I don't know why fox alien decided to use one size smaller bolts on everything that drives the axes so I will have to machine new back end plates/motor mounts too. After these upgrades and fixes the only original parts of the machine left will be the frame, axe and the metal case the electronics came in. It's so nice to have a cnc machine so I can make parts to upgrade my cnc machine...
1 point